
Micro Blaster
Laser residue remover
Purpose
After machining diamond with laser, a black layer covers the machined surface.
This layer makes it difficult to examine the internal features and the color of the stone.
This electrically conductive carbon layer can disturb the polishing the process when using
pot contact. The need for a safe and easy way to remove this layer is obvious.
The micro-blaster complies to all this demands.
Description
In this part a survey is given of various methods for removing these black layers from their diamond substrate.Thermal removal
To remove the black layer thermally the stone is heated up to ±700 °C in an oxygen environment (e.g. air). In this way the black layer will burn away. This process is conducted in an oven. There is however the risk that not only the black layer will burn away, but that also the diamond itself will be damaged. Tension and gletses in the diamond could even lead to breakage.
Boiling and deep boiling
These methods work very well and pose minimal risk for the diamond. Both methods will remove most of the black layer. The results of deep boiling are generally better than the results of standard boiling in acids. The removal can be conducted for a large number of stones simultaneously. An important disadvantage of these methods is the health risk involved with the use of acids. Also these methods are also not solutions that can be used immediately during production by the polisher himself.
Micro blasting
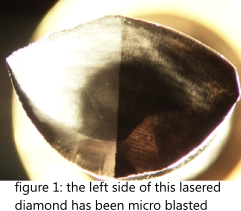
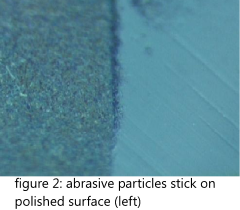
It is obvious that the black layer on the left side has completely been removed and that internal features become visible. In a predefined test, the electrical resistance at the surface has raised from ±1 kΩ to more than 50 MΩ after sand blasting. The electrical conductivity has been strongly reduced (comparable with boiling and deep boiling). Therefore disturbances during polishing with pot contact are resolved. Deep boiling does not solve the problem of examining the color of lasered stones, nor does micro blasting. Tests point out that only polishing makes it possible to determine the color correctly. When micro blasting on a polished surface, one should be aware of the possibility that, in some cases, the abrasive particles can stick to the surface. This is clearly visible on figure 2. One can remove this layer mechanically or chemically.
The abrasive
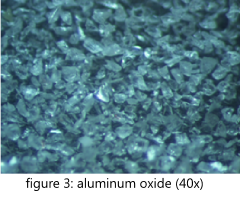
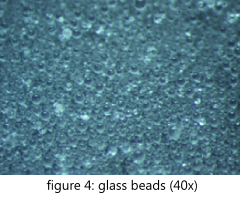
The use of an abrasive with the correct grain size is crucial for 2 reasons. The first reason is the safety of the stone. A larger grain size leads to a larger local impact and this can lead to damage. The second reason is the quality of the result. Larger grains can not infiltrate as easily as smaller grains into the fine microstructure of the lasered surface and therefore they will not remove the black layer sufficiently. Grain sizes of 50 to 100 microns give good results. The choice of the abrasive material has also an impact. The best results are obtained with glass beads and aluminum oxide. As one can see in figures 3 and 4, aluminum oxide particles have pointed, sharper edges. Because of this shape aluminum oxide is very efficient for removing e.g. Tipp-Ex (frequently used as an initiator when lasering diamonds). Using glass beads is cheaper than aluminum oxide but this abrasive has a higher tendency to stick to polished diamond surfaces. For this reason our preference goes to aluminum oxide. In principle it is possible to recycle the abrasive however this is not advisable: micro diamond particles may reduce the life of the blasting gun, and also increase the risk for damaging the stones.
The propellant
Compressed air of 4.5 to 7.5 bar gives good results. The higher the pressure the easier the black layer will be removed, but also the more the abrasive will tend to stick. To avoid malfunctioning of the gun it is advised to use dried air.
Personal safety
Elastic materials will dampen the impact of the abrasive grains. Rubber or tape can be sufficient to block the flow. Rubber gloves give sufficient protection with the used grain size and pressure. Eye protection and aspiratory protection is crucial. The most practical solution is a sand blasting cabinet with dust collection.
Location
Since the method can generate very fine and abrasive dust it is advised to place the cabinet away from measurement and machining equipment that uses precision mechanics or optics such as lasers.
Safety for the diamond
This method has been tested carefully by WTOCD. We could not find any damage to the diamond, when using the correct pressure, abrasive and gun.
Tools needed
 Compressed air (compressor with dryer) with sufficient pressure and flow, an adapted
gun and a cabinet with dust collection are essential for this method. Most available
cabinets are not adapted for handling small objects and are not compact.
WTOCD has developed a prototype of a micro blasting cabinet that is adapted to the diamond industry.
Compressed air (compressor with dryer) with sufficient pressure and flow, an adapted
gun and a cabinet with dust collection are essential for this method. Most available
cabinets are not adapted for handling small objects and are not compact.
WTOCD has developed a prototype of a micro blasting cabinet that is adapted to the diamond industry.
Contact
Information about these tools and the conducted tests can be obtained from WTOCD’s Technological Advice Service:
For applications and advice:

